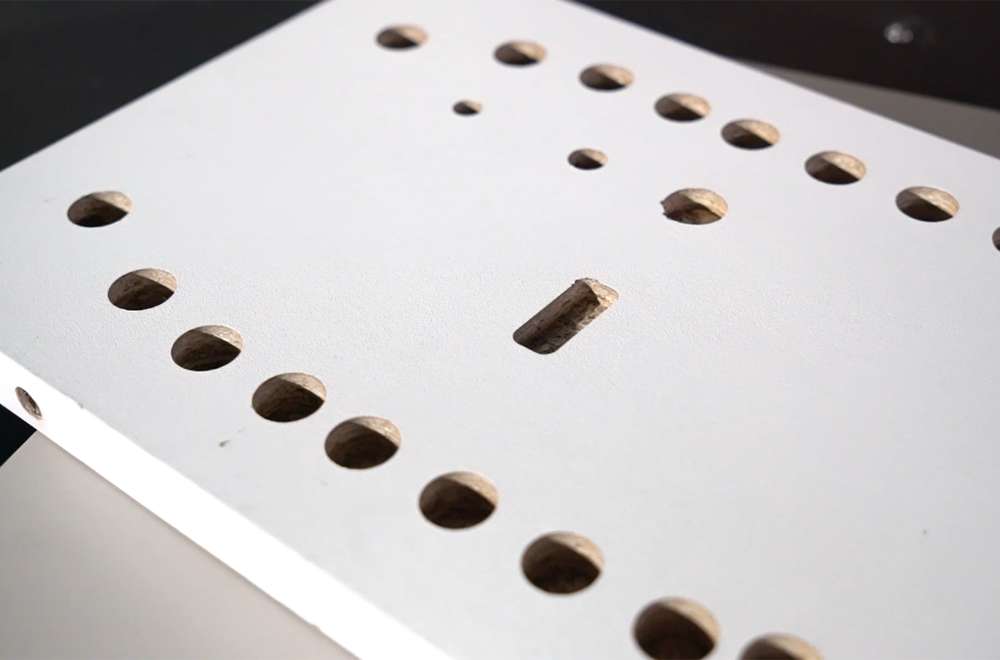
CNC-Schneidemaschine










0102030405



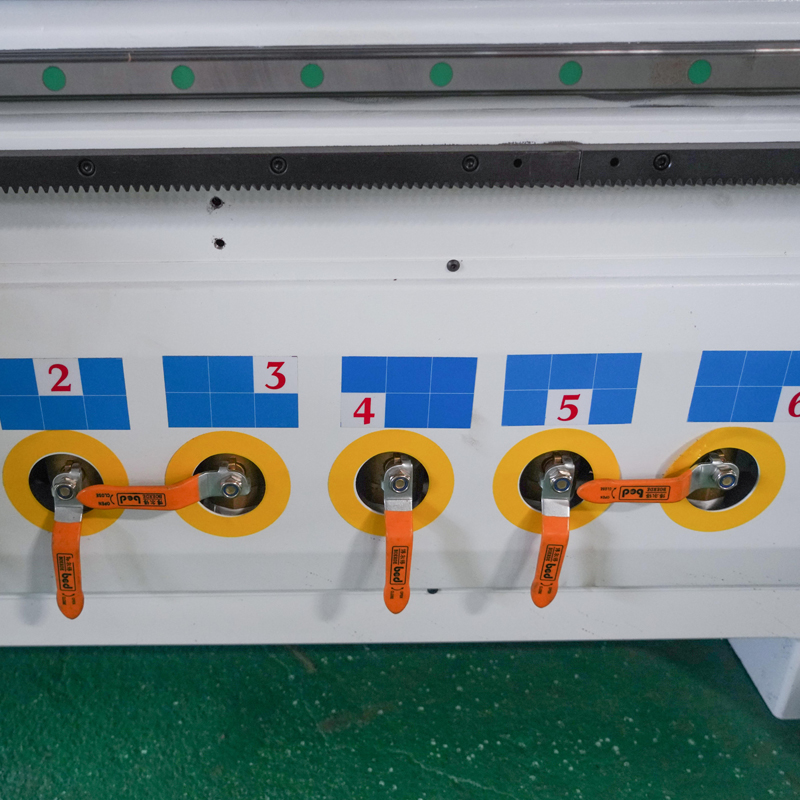
CH4 CNC-Schneidemaschine mit vier Prozessen